Схема регулятора тока для сварочного аппарата

Регулятор тока сварочного аппарата
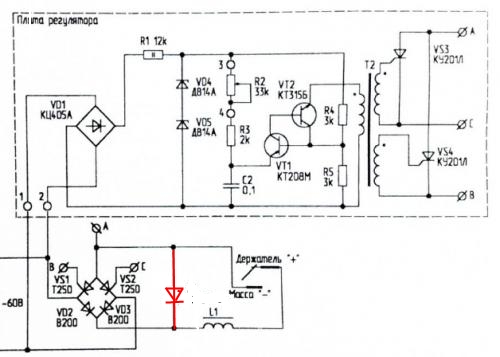
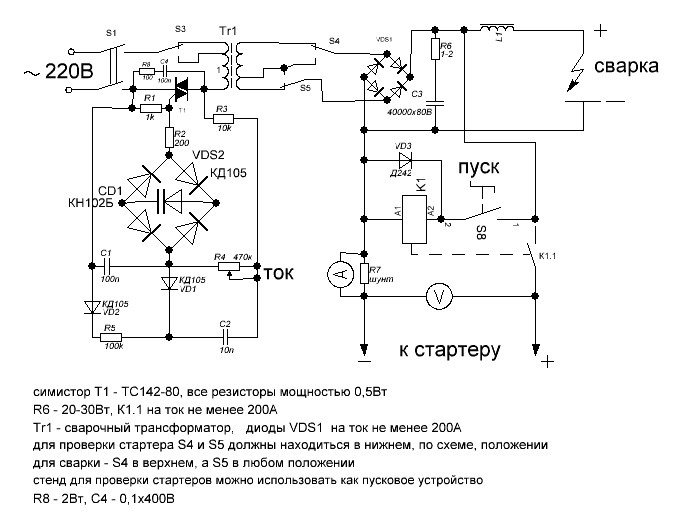
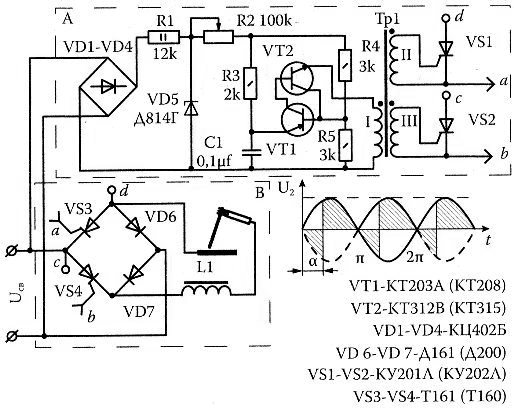
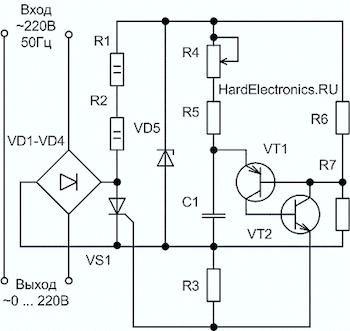
Предлагаемое устройство предназначено для управления сварочным аппаратом при помощи мощного симистора ТС, включенного в первичную обмотку трансформатора. При разработке данного устройства основной акцент делался на высокую надежность и стабильность работы в широком диапазоне как питающих напряжений, так и климатических условий. Схема устройства представлена на рис. Диапазон питающего напряжения микросхемы — На элементах R2—R4 VT1 VT2 собран детектор перехода сетевого напряжения через нуль, используемый для синхронизации модулятора микросхемы.









У многих радиолюбителей, с давних времён есть электросварочный аппарат трансформатор. Кое-кто сделал сам, у некоторых промышленный. Для регулировки силы сварочного тока на одних аппаратах имеются отводы от обмоток, на промышленных для этого служит рукоятка, с помощью которой изменяют расстояние между обмотками, а значит и сварочный ток. Ещё некоторые для регулировки силы сварочного тока применяют сопротивление, так называемую пружину или спираль. Как произвести для него регулировку сварочного тока если таковой не имеется?





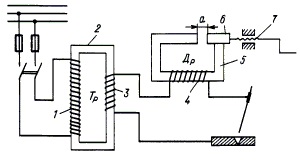




Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении. Наиболее оптимальный вариант — еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.